
Ultrasonics (UT)
Ultrasonics uses high Frequency sound waves in the range of 0.2 MHz to 25 Mhz to detect internal and external discontinuities in welding, materials, and components. The lower frequencies have greater penetrating power but less sensitivity while the higher frequencies do not penetrate as deeply but can detect smaller indications.
Ultrasonics (UT)
Ultrasonic inspection is based on the principle that a change in acoustic impedance (the resistance of a given medium to the passage of sound ) in a material will cause a reflection of some or all , of the incident sound beam (echo). Ultrasonics is widely used for the detection of discontinuities in welding, plate, pipe, forgings, and other components.
High frequency sound is transmitted into the material by piezoelectric crystal which has the ability to change electrical energy to mechanical energy and vice versa. The “echoes” received are converted to electrical signal which are presented on a visual display.
The two most used types of sound waves used in industrial inspections are the compression (longitudinal) wave and the shear (transverse) wave. Because ultrasound will not travel through air, a liquid or gel called “couplant” is used between the face of the transducer and the surface of the part to allow the sound to be transmitted into the part.
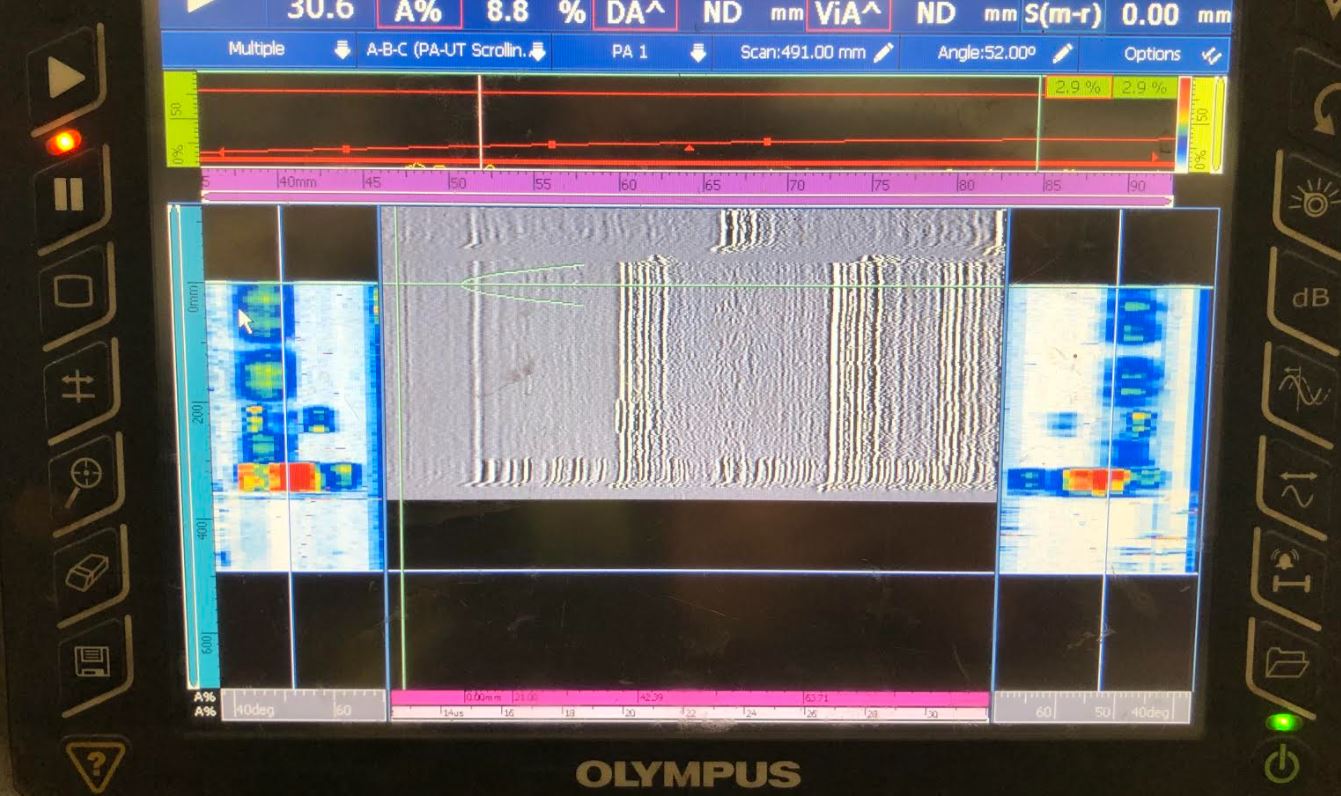
Ultrasonic inspection can provide complete volumetric coverage when inspecting welds or materials. It is also frequently used to detect lack of bonding in clad and overlaid components, and is capable of detecting corrosion and obtaining material thickness measurements.
Advantages
- Extremely portable
- Best method for detecting internal and planar discontinuities
- Can be used on a wide variety of materials
- Instant results
- Only one side of the part is needed for testing
- Adaptable to automated systems
- Depth of penetration for flaw detection or measurement is superior to other methods
- Very safe form of testing for the technician and materials
Limitations
- Uneven and rough surfaces can cause an issue
- Standards and regular calibration required
- Orientation of discontinuities/defects is important
- Material preparation and lubricants are needed
- Interpretation of results can be difficult
- Skill and training required is more extensive than other techniques
- Thin parts may be difficult to inspect
Ultrasonic Testing (Conventional and Advanced) need reference standard blocks to establish a general level of consistency in measurements and to help interpret and quantify the information contained in the received signal. These standards are used to validate that the equipment and the setup provide the necessary parameters to estimate the size of flaws accurately.

Having the correct reference standard blocks is a huge investment and may affect product delivery schedule searching for or manufacturing them to meet your inspection requirements. No need to worry as Custom Pipe Services Inc. has a huge inventory of reference standard blocks per ASME, ASTM, API Standards, which will help you to overcome these critical requirements and save you time, money and allow you to deliver your product on time.


Reference standard blocks for ultrasonic testing contain artificial flaws whose know sizes are used to compare the signal received by the probe of an actual flaw allowing for accurate evaluation.